不銹鋼金屬軟管|金屬波紋補(bǔ)償器|不銹鋼波紋管-勝奧鎢_氬弧焊原理、特點(diǎn)-勝奧管件

服務(wù)熱線:
0317-7761598
熱門(mén)點(diǎn)擊:
金屬波紋補(bǔ)償器|不銹鋼金屬軟管|ZPG型過(guò)濾器|柔性金屬波紋補(bǔ)償器(RJB)|不銹鋼耐壓金屬軟管|大口徑波紋軟管|平衡閥|軟密封閘閥|水力控制閥|
當(dāng)前位置:首頁(yè)>技術(shù)資料>如何辨別金屬軟管質(zhì)量>勝奧鎢_氬弧焊原理、特點(diǎn)
勝奧鎢_氬弧焊原理、特點(diǎn)
來(lái)源:勝奧管件
發(fā)布時(shí)間:2012/8/22 8:25:41
鎢_氬弧焊是用鎢棒作為電_加上氬氣進(jìn)行保護(hù)的焊接方法,起方法構(gòu)成如圖所示。焊接時(shí)氬氣從焊槍的噴嘴中連續(xù)噴出,在電弧周圍形成保護(hù)層隔絕空氣,以_止其對(duì)鎢_、熔池及鄰近熱影響區(qū)的,從而獲得_的焊縫。焊接過(guò)程中根據(jù)工件的具體要求可以加或者不加填充焊絲。 圖 鎢_惰性氣體保護(hù)焊有害影響 1-噴嘴 2-鎢_ 3-電弧 4焊縫 5-工件 6-熔池 7-填充焊絲 8-惰性氣體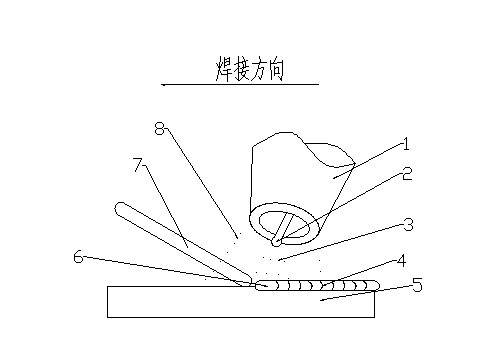
這種焊接方法由于電弧是在氬氣中進(jìn)行燃燒,因此具有以下優(yōu)缺點(diǎn): 1) 氬氣具有_好的保護(hù)作用,能有效的隔絕周圍空氣;它本身既不與金屬起化學(xué)反應(yīng),也不溶于金屬,使得焊接過(guò)程中的冶金反應(yīng)簡(jiǎn)單易控制,因此獲得較高質(zhì)量的焊縫提供良好條件。 2)鎢_電弧非常穩(wěn)定,即使在很小電流情況下(<10A)仍可穩(wěn)定燃燒,特別適用于薄板材料焊接。 3)熱源和填充焊絲可分別控制,因而熱輸入容易調(diào)整所以這種焊接方法可進(jìn)行_焊接,也是實(shí)現(xiàn)單面焊雙面成型的理想方法。 4)由于填充焊絲不通過(guò)電流,故不產(chǎn)生飛濺,焊縫成型美觀。 5)交流氬弧焊在焊接過(guò)程中能夠自動(dòng)_焊件表面的氧化膜作用,因此,可成功地焊接一些化學(xué)活潑性強(qiáng)的有色金屬,如鋁、鎂及合金。 6)鎢_承載電流能力較差,過(guò)大的電流會(huì)引起鎢_的熔化和蒸發(fā),其微粒有可能進(jìn)入熔池而引起夾鎢。因此,熔敷速度小、熔深淺、生產(chǎn)率低。 7)采用氬氣較貴,熔敷率低,且氬弧焊機(jī)有較復(fù)雜,和其他焊接方法(如焊條電弧焊、埋弧焊、CO2­氣體保護(hù)焊)比較,生產(chǎn)成本較高。 8)氬弧周圍受氣流影響較大,不易室外工作。
適用性鎢_氬弧焊,以人工或自動(dòng)操作都適宜,且能用于持續(xù)焊接、間續(xù)焊接(有時(shí)稱為‘跳焊’)和點(diǎn)焊,因?yàn)槠潆奯棒是非消耗性的,故可不需加入熔填金屬而僅熔合母材金屬做焊接,然而對(duì)于個(gè)別的接頭,依其需要也許需使用熔填金屬。 鎢_氬弧焊是一種全姿勢(shì)位置焊接方式,且特別適于薄板的焊接—經(jīng)??杀≈?.005英寸。 (一) 焊接的金屬 鎢_氬弧焊的特性使其能使用于大多數(shù)的金屬和合金的焊接,可用鎢_氬弧焊焊接的金屬包括碳鋼、合金鋼、不銹鋼、_熱合金、難熔金屬、鋁合金、鎂合金、鈹合金、銅合金、鎳合金、鈦合金和鋯合金等等。 鉛和鋅很難用鎢_氬弧焊方式焊接,這些金屬的低熔點(diǎn)使焊接控制_端的困難,鋅在1663F汽化,而此溫度仍比電弧溫度低很多,且由于鋅的揮發(fā)而使焊道不良,表面鍍鉛、錫、鋅、鎘或鋁的鋼和其它在較高溫度熔化的金屬,可用電弧焊接,但需特殊的程序。 在鍍層的金屬中的焊道由于“交互合金”的結(jié)果。很可能具有低的機(jī)械性質(zhì)為_(kāi)止在鍍層的金屬焊接中產(chǎn)生交互合金作用,_將要焊接的區(qū)域的表面鍍層_,焊接后在修補(bǔ)。
相關(guān)產(chǎn)品
償器,外壓式波紋補(bǔ)償器,波紋補(bǔ)償器-軸向型外壓式波紋補(bǔ)償器(TWY) 維修方便")
償器,直埋式波紋補(bǔ)償器,金屬補(bǔ)償器-直埋式波紋補(bǔ)償器(ZMS) 伸縮性強(qiáng)")
產(chǎn)品導(dǎo)航
聯(lián)系方式

名 稱:東光縣勝奧管件制造有限公司
地 址:泊頭市付莊工業(yè)開(kāi)發(fā)區(qū)
傳 真:0317-7761596
手 機(jī):13833988715
地 址:泊頭市付莊工業(yè)開(kāi)發(fā)區(qū)
郵 編:062150
電 話:0317-7761598 7668298傳 真:0317-7761596
手 機(jī):13833988715
13832771891
Q Q:785860096
聯(lián) 系 人:李志勇
郵 箱:hbdggjc@163.com公司地址:泊頭市付莊工業(yè)開(kāi)發(fā)區(qū) 郵編:062150 電話:0317-7761598 7668298 傳真:0317-7761596 聯(lián)系人:李志勇 手機(jī):13833988715 QQ:785860096 網(wǎng)址:http://m.yiye51.com 郵箱:hbdggjc@163.com
勝奧管件 2011(C)版權(quán)所有 并對(duì)網(wǎng)站所有內(nèi)容保留解釋權(quán) 冀ICP備12015361號(hào)-1

PowerBy:速貝·網(wǎng)搜寶 網(wǎng)站建設(shè):中科四方